MIL-DTL-10190E (AR)
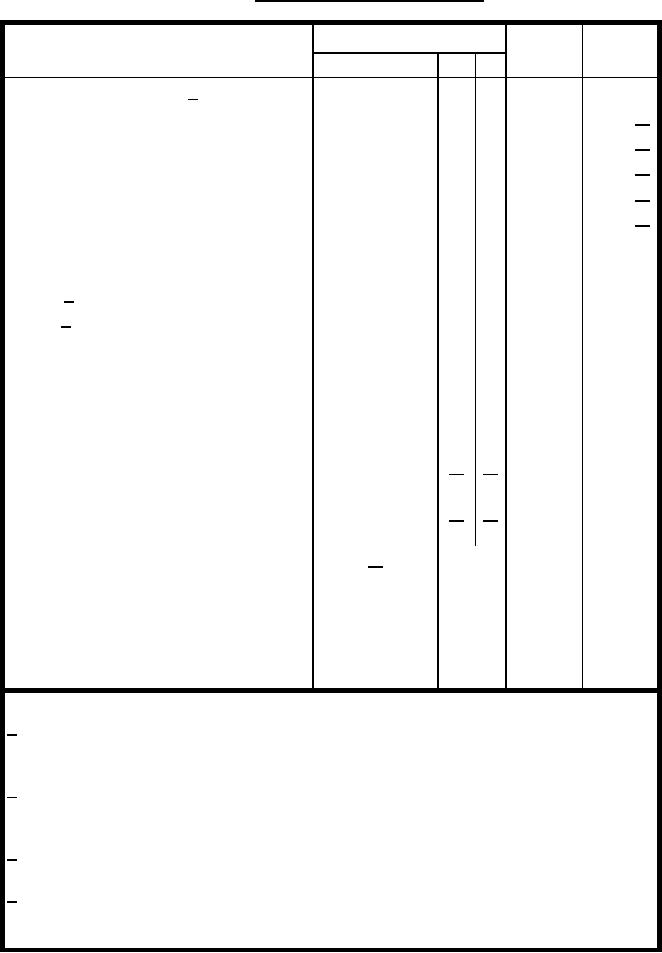
Table III. First article tests and inspection
CONFORMANCE
INSPECTION
REQUIREMENT
CRITERIA
EXAMINATION OR TEST
METHOD
PARAGRAPH
REFERENCE
QTY
Ac
Re
Examination for Defects 1/
Case (Dwg 5502646)
Table II
0
1
3.3, 3.13
Gage 1/
Core (Dwg 6171991)
Table II
0
1
3.3, 3.13
Gage 1/
Jacket (Dwg 6174492)
Table II
0
1
3.3, 3.13
Gage 1/
Bullet (Dwg 7553098)
Table II
0
1
3.3, 3.13
Gage 1/
Filler, Base (Dwg 7577031)
Table II
0
1
3.3, 3.13
Gage 1/
Ctg, Cal .50, Ball, M33 (Dwg 7553097)
1880
0
1
3.3, 3.13
Table IV
Critical
1880
0
1
3.3, 3.13
Table V
Major 4/
256
1
2
3.3, 3.13
Table V
Minor 4/
64
5
6
3.3, 3.13
Table V
Bullet extraction
50
1
2
3.4
4.5.1
Residual stress
50
0
1
3.5
4.5.2
Waterproof
50
5
6
3.6
4.5.3
Action time
50
0
1
3.8
4.5.5,
4.5.10
Velocity
50
2/
2/
3.9
4.5.6,
4.5.10
Chamber Pressure
50
2/
2/
3.10
4.5.7,
4.5.10
Stripping Test
3/
TableVI
3.12
4.5.9
Function and casualty
Gun, Machine, Cal..50 Browning M2,
400
TableVI
4.5.8
Heavy Barrel (Turret Type)
Gun, Machine, Cal..50 Browning M2,
400
TableVI
4.5.8
Heavy Barrel (Flexible)
Notes:
1/. To be inspected for all drawing requirements using standard measuring and test
equipment (except for workmanship which is inspected for visually).
2/. Failure of the cartridge to comply with the applicable requirements shall result in
rejection of the first article sample.
3/. These tests to be performed concurrently with the function and casualty test.
4/ A random sample of 256 cartridges for major defects shall be selected from the 1880
cartridges. The first 64 shall be inspected for major and minor defects and the rest shall
be inspected for major defects.
6
For Parts Inquires submit RFQ to Parts Hangar, Inc.
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business